

深孔機床優(yōu)勢特點在哪里?
文章作者:臺翰機械 發(fā)布時間: 瀏覽次數(shù):2497次
摘要:深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
深孔鉆深孔的加工特點:
1.刀桿細(xì)長剛性差,冷卻困難切屑難排。
2.由于刀具在孔內(nèi)切削,切削情況和刀具磨損無法觀察。
鉆深孔方法:
1.直徑3~20mm用槍孔鉆。
2.直徑20~65mm用高壓內(nèi)排屑深孔鉆或用噴吸鉆,也可用可轉(zhuǎn)位刀片交錯齒深孔鉆
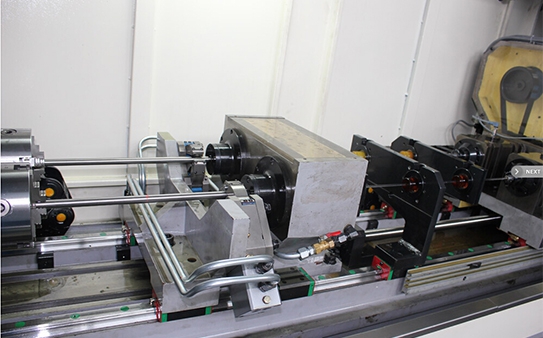
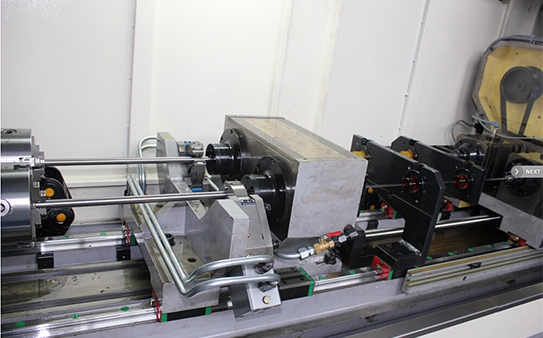
深孔鉆機床用普通車床改裝為深孔加工機床,由于其成本低、制造周期短以及一機多用 (車削、深孔鉆削、深孔鏜削和深孔珩磨 )等優(yōu)點,已為許多生產(chǎn)廠家所接受。車床改裝為深孔加工機床主要有機床和油路兩大部分,機床部分主要有中心架、授油器和尾架 3大部件;油路部分組成。怎么修改行程呢?深孔機床的運行特點又是怎么樣呢?這是工程技術(shù)在做機型的3D圖時所考慮的,在一定范圍內(nèi)與有效行程內(nèi)進(jìn)行修改與定制。
下面介紹一下深孔機床優(yōu)勢特點:
1:各坐標(biāo)移動均采用伺服馬達(dá)驅(qū)動,操作方便,靈活,精度(精確度)穩(wěn)定(解釋:穩(wěn)固安定;沒有變動)。深孔機床長工件采用由鏜桿尾部授油,四爪卡盤夾緊。授油器采用創(chuàng)新的主軸式結(jié)構(gòu)形式,承重性能有很大提高,旋轉(zhuǎn)精度更高。床身導(dǎo)軌采用適宜深孔加工機床的雙矩形導(dǎo)軌,承載能力大,導(dǎo)向精度好.伺服電機結(jié)合CNC數(shù)控系統(tǒng)(system)的操控,大大提升了工作效率。
2:基本布局為:滑座在床身上全長貫穿移動,單邊敞開式,結(jié)構(gòu)簡單方便,適于長工件的加工與生產(chǎn)。通過滑軌絲桿來改變X軸有效行程,Z軸是由Z軸座的高度所決定的。
3:滑座上的立柱和普通搖臂鉆床一樣采用圓柱形立柱,搖臂可以上下升降,便于不同高度的工件的加工,在編程設(shè)置成功之后,按照設(shè)置參數(shù)進(jìn)行操作。
4:床身為鑄件結(jié)構(gòu),可多節(jié)加長,用戶可以自行選擇或定做,在稱重范圍不同的工件上,是對機座進(jìn)行修改的,所以本司的機床大小不一,稱重也不一樣。
5:X軸就像上面所述的采用了滑軌絲桿進(jìn)行修改有效行程,X軸左右移動來進(jìn)行打孔操作,臺灣進(jìn)口滑軌絲桿耐用、耐磨性好,使用周期增加。深孔鉆深孔的加工特點:1.刀桿細(xì)長剛性差,冷卻困難切屑難排。2.由于刀具在孔內(nèi)切削,切削情況和刀具磨損無法觀察。鉆深孔方法:1.直徑3~20mm用槍孔鉆。2.直徑20~65mm用高壓內(nèi)排屑深孔鉆或用噴吸鉆,也可用可轉(zhuǎn)位刀片交錯齒深孔鉆也保證了X軸進(jìn)行工件打孔的精準(zhǔn)度。
6:采用數(shù)控系統(tǒng),交流伺服及伺服高速馬達(dá),性能卓越,可靠性高,安全耐用。
由于深孔機床對于各個行業(yè)的使用范疇(不一樣,也有不同的廠家進(jìn)行改裝與修改。深孔鉆機床導(dǎo)軌經(jīng)過了淬火處理,耐磨性較高。適用于機床制造、機車、船舶、煤機、液壓、動力機械、風(fēng)動機械等行業(yè)的鏜削、滾壓加工,使工件粗糙度達(dá)0.4-0.8μm。作為機械行業(yè)做到設(shè)備精準(zhǔn)度也是最為實在的,這也是很多需求企業(yè)對于深孔機床的要求,本司深孔機床也是結(jié)合市場上機型進(jìn)行了修改與調(diào)試,多孔效率極高。
本文由自動鉆孔機廠家-臺翰機械整理發(fā)布,轉(zhuǎn)載請注明出處,原文地址:http://m.xinlinbags.cc/news/135.html
上一篇:全自動深孔機床價格與實用性成正比
延伸閱讀
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
-
18-08-10深孔機床優(yōu)勢特點在哪里?深孔機床的廣泛應(yīng)用也讓生產(chǎn)效率提升不少,由于加工零部件大小不同,那么深孔機床就需要修改X軸、Y軸、Z軸三軸的行程。
最新資訊
/NEWS猜您想找
/News- 臥式深孔鉆床哪邊比較好?
- 中國數(shù)控機床發(fā)展迅速,高端數(shù)控機床待突破
- 深孔加工數(shù)控機床直線坐標(biāo)軸的全閉環(huán)控制
- 開pcb鉆孔機怎么樣?鋼軌鉆孔機如何進(jìn)行維修保養(yǎng)?
- 深孔鉆如何提高運轉(zhuǎn)的平穩(wěn)性與精度
- 三軸深孔鉆加工步驟是什么 具體應(yīng)該怎么操作
- 鉆攻機好用嗎?設(shè)備優(yōu)勢!
- 三軸深孔鉆教學(xué)和三軸深孔鉆的特點
- 8軸機深孔鉆與深孔鉆分類的介紹
- 精沖模工藝及技術(shù)介紹資料,內(nèi)有圖文附件下載
- 深孔鉆的加工特點,數(shù)控系統(tǒng)特點,深孔機床的分類
- 美國墻體鉆孔機哪兒買得到?
消息") 在線客服
在線客服